
Operation : |
||
|
|
|
* Feed water temperature affects how the system performs and produces. All system performance based on 25°C/77°F feed water temperature.
** Antiscalants or pre-treatment may be required to prevent membrane scale and prolong membrane life.
*** Based on a 60% recovery.
**** Operating pressure is determined by feed TDS and temperature.
***** Pre-treatment required for chlorine removal of the feed water to prevent membrane damage.
-
- Compact design
- Fast installation and start-up
- Range of pressures and capacities
- High recovery rates
- High effeciency pump/motor
- Low equipment costs
- Low energy consumption
- Easy to maintenance and operate
- Integrated pre-filtration
- Microprocessor controller with digital readout
- High strength steel frame with durable powder coat


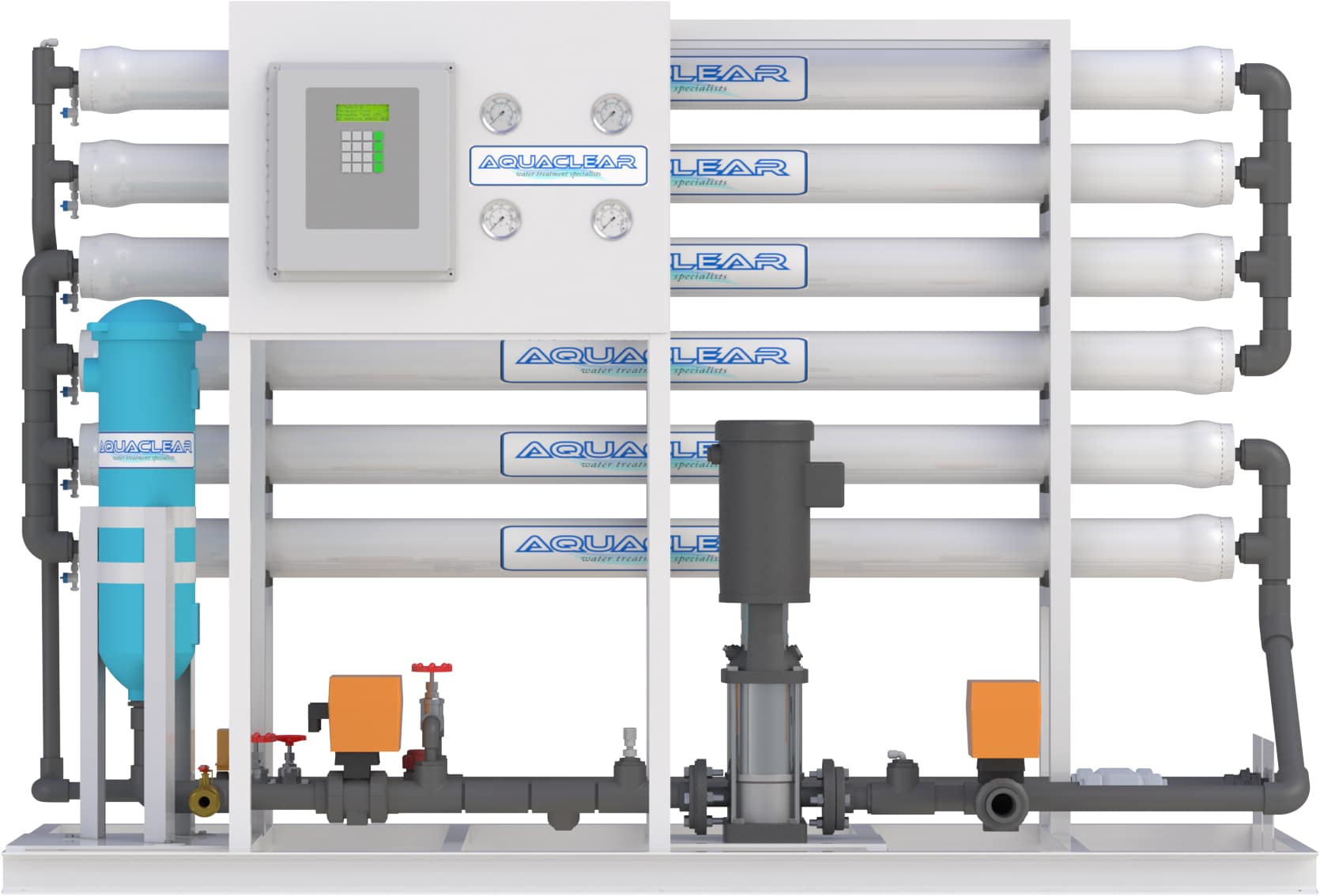
Why Commercial Reverse Osmosis?
Reverse osmosis systems are the go to choice when it comes to purifying water from water sources such as lakes, rivers and wells. The commercial RO system uses high pressure pumps that force water against the surface of a semipermeable membrane containing small pores. These RO membrane elements are safely stored inside of pressure vessels. Water molecules pass thru the membrane rejecting impurities from passing through. The membrane surface is very effective at rejecting bacteria and disease-causing pathogens up to 99%. The result is clean, purified water, this is known as permeate or as the product water. The rejected salts, minerals, and other organics are known as concentrate or as the waste water.
Custom Designs
Water Treatment Specialists commercial reverse osmosis systems have many options available. Customizing your system can include chemical dosing, cleaning skids, antiscalant, remote monitoring and more. Our commercial reverse osmosis systems are designed to handle between 600 and 15,000 GPD, with feed water TDS of 1000 ppm to 5,000 ppm. Built with efficiency in mind, Water Treatment Specialists commercial reverse osmosis systems utilize the latest science in RO technology to easily remove hardness, odors, color, nitrates, sulfur and many other constituents. We only use quality membranes from manufacturers such as Dow Filmtec and Hydranautics as well as high quality components that make up all of our reverse osmosis equipment.
Applications:
-
-
-
- Breweries
- Wineries
- Commercial business
- Agriculture
- Food
- Hydroponics
- Coffee
- Car wash
- Window washing
-
-